
无心磨削服务 (OD)
无心磨削是一种外径磨削工艺。 它不同于其他圆柱形工艺,因为工件不受机械约束。
我们可以在短时间内为您可能需要磨削的大量金属零件提供无心磨削服务。 如果您有大量需要成型和磨削的零件和组件,无心磨削绝对是您的不二之选。 我们为工件提供高精度 Thrufeed 和 Infeed 无心磨削。 通过 Thrufeed 无心磨削,我们能够加工出在工件长度上具有一致圆度的工件。 在进给无心磨削中,金源可以磨削具有复杂形状和/或锥度的圆柱形工件,以达到严格的公差。
有些零件具有复杂的几何形状或特征关系,无法通过无心磨削工艺磨削,但我们将使用我们的精密外圆磨床来处理。
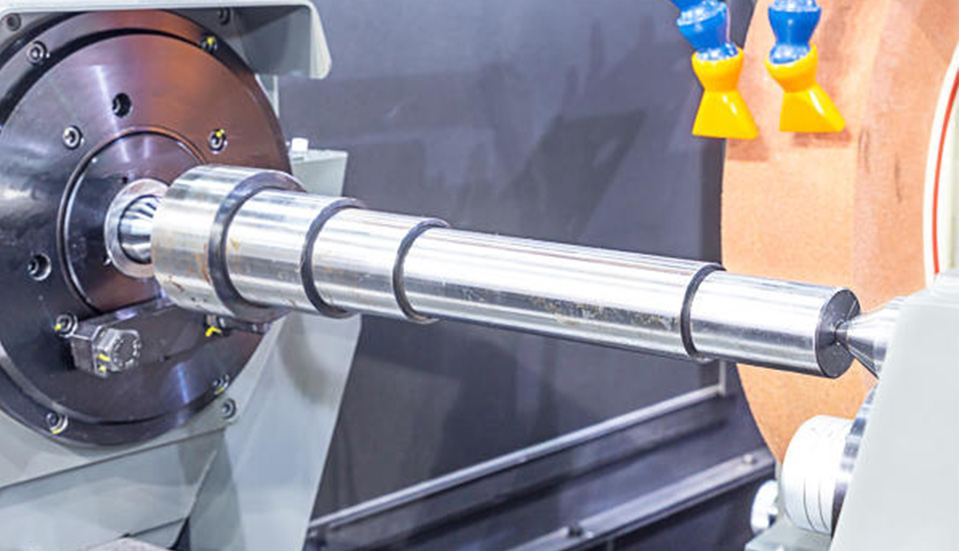
金源专注于精密外圆磨削——即精密磨削圆柱形零件的内径(ID)和外径(OD),擅长具有凹槽、圆角、锥度等多种特征的零件。 在某些情况下,可以使用成形磨削,其中组件的轮廓直接形成在砂轮中。
与类似的替代车削工艺相比,精密内径/外径磨削可提供更好的零件间一致性,尤其是对于具有尺寸、圆度、同心度和表面光洁度要求的零件。
金源表面研磨团队拥有丰富的经验和知识,能够评估执行表面研磨操作的理想方法,并根据每个零件的需要定制每个过程。
我们可以容纳大型表面材料。可实现+/-0.002mm的尺寸公差。表面磨削是具有大表面的材料的理想选择,通过同时对多个单元进行表面磨削来降低成本。这可以通过严格的公差实现。
在金源,我们欢迎所有类型的表面磨削工作,从简单或平面磨削到最复杂的零件。我们期待着每次都能达到并超越您的期望。

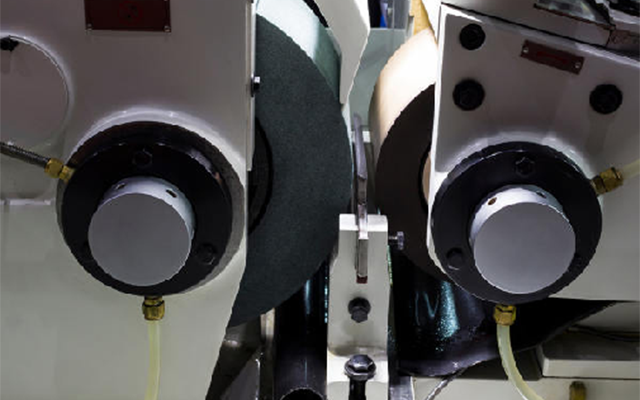
双盘磨削是一种高效的磨削方法,可将预加工成本降低高达 50%,尺寸公差为 ±.0002″,平行度为 .0002″,平面度为 .0002″,此外,双盘磨削的表面光洁度为 在铝上高达 16 Ra,在铁合金上高达 8 Ra。
消除内部应力是双盘磨削的另一个好处。 同时从毛坯的两侧去除等量的坯料可减少残余应力。 较小的残余应力提高了二次操作和最终加工过程中的工艺稳定性。


 热线:
热线: 邮箱:
邮箱: 地址:
地址: